Biomass - Using Anaerobic Digestion

Biomass - Using Anaerobic Digestion |
|
Home Background Information Calculator Case Study References The Team |
Other pages within Background Information: |
Background Information
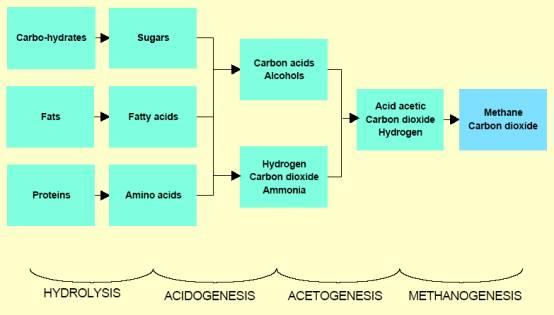
Anaerobic digestion (AD) is a natural process and is the microbiological conversion of organic matter to methane in the absence of oxygen. The decomposition is caused by natural bacterial action in various stages. It takes place in a variety of natural anaerobic environments, including water sediment, water-logged soils, natural hot springs, ocean thermal vents and the stomach of various animals (e.g. cows). The digested organic matter resulting from the anaerobic digestion process is usually called digestate.
Good practice in Quality Management of AD residues from biogas production (Teodorita Al Seadi) - University of Southern Denmark
Anaerobic process plants produce conditions that encourage the natural breakdown of organic matter by bacteria in the absence of air. The process generates three main products:
The process takes place in a digester; a warmed, sealed airless container. The digestion tank is warmed and mixed thoroughly to create the ideal conditions for biogas conversion. During the digestion process 30 - 60% of the organic material is converted into biogas. It can be then be burned in a conventional gas boiler for heat or it can be burned in a more efficient combined heat and power (CHP) system, where heat and electricity are generated. The digestate is stored and can be applied straight to land or it can be separated to produce fibre and liquor.
Anaerobic Digestion projects have several benefits, depending on the priorities of the plant management. The main reasons for developing an AD project are summarised below. Reduction of pollution through integrated waste management
Commercial Benefits
Legal and political objectives
Demand for alternative energy sources
Community issues
In an anaerobic digestion plant, there are two types of AD process:
Mesophilic DigestionMesophilic digestion is the most commonly used process for anaerobic digestion, in particular waste sludge treatment. Decomposition of the volatile suspended solids (VSS) is around 40% over a retention time of 15 to 40 days at a temperature of 30 to 40oC, which requires larger digestion tanks. It is usually more robust than the thermophilic process, but the biogas production tends to be less, and additional sanitisation is usually required. Thermophilic DigestionThermophilic digestion is less common and not as mature a technology as mesophilic digestion. The digester is heated to 55oC and held for a period of 12 to 14 days. Thermophilic digestion systems provides higher biogas production, faster throughput and an improved pathogen and virus kill, but the technology is more expensive, more energy is needed and it is necessary to have more sophisticated control & instrumentation.
Because of the relative simplicity and it's established technology, it was decided that the plant design would be mesophilic. Below is a diagram of the main stages:
Flow Diagram of Mesophilic Process Please click on: Plant Design or Animated Plant Design for a detailed plant design. ShredderThis is the initial stage of the mesophilic process, where the feed streams are pumped from the transport vehicles into the shredder, where the particles are shred to 12mm in size. This process is necessary for two reason; EU & UK regulations, but also small particle sizes are also digested more easily in the process. Input BufferThe input buffer is simply a sealed tank which holds the shredded material. This allows a controlled flow of material in the pasteurisation stage. It also allows for any excess storage if there is an unforeseen amount of feed stream delivered. PasteurisersUnder current regulations, there must be a pasteurisation stage where the feed has to be heated to 70oC for at least one hour. This is to ensure a sufficient percentage of pathogens in the feedstock are destroyed. This also prevents any bacterial competition in the digestion stage. To allow a constant supply of feed to the digestion stage, this process uses three pasteurisers. At any one time, a pasteuriser is emptying into the digester, one is sealed & heating, and one is being filled from the input buffer.
Pasteurisation Stage DigestersThis is the process tank where the majority of the biogas is produced. Because of the previous three-pasteurisation stage, the feed into the digester is a consistent flow-rate. In this stage, the anaerobic bacteria convert a quantity of the organic matter into biogas in a sealed container. This is continuously stirred and heated to around 35oC. Although there is a constant inflow and out flow of material, the average retention time is 18 days. This allows a significant percentage of the organic solids to be converted to biogas. The outflows of the digesters are in two forms; the biogas and the liquor/fibre mixture, known as digestate. Gas StorageThe gas from the digesters is stored here to control the flow into the engine. This engine is used to generate heat and electricity, for on-site or off-site use. Digestate StorageFrom the digesters flows a mixture of fibre and liquor (with trace amounts of biogas) into the digestate storage. In this stage, the digestate can be separated to allow appropriate use, or disposal, of the liquor and fibre. |